Ha az acél a megkívántnál nagyobb keménységű, a forgácsolhatóság, hidegalakíthatóság stb. érdekében lágyítani kell. Az acél nagyobb keménységét vagy a hidegalakított termék alakítási keménysége okozza, vagy a melegalakítás illetve a hőkezelés lehűtése olyan sebességű volt, hogy az acél részlegesen beedződött. A lágyítás tehát hidegalakított termékeknél és főleg ötvözött acéloknál szükséges, amelyeknél a melegalakításkor történő levegőn való lehűlés is részleges edződést okozhat.
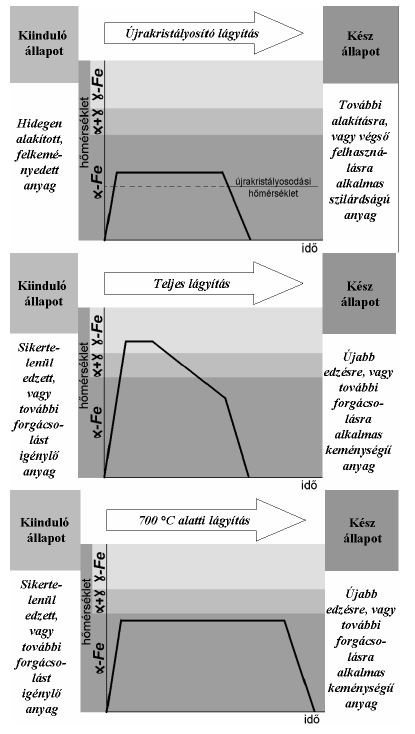
Újrakristályosító lágyítás
Hidegalakított termékek hevítésekor az alakított szemcsék rovására alakítatlan szemcsék fejlődnek. A lágyított termékek tulajdonságait a kialakult szemcseméret határozza meg. Ez pedig a hidegalakítás mértékétől, a hevítés hőmérsékletétől és időtartamától függ. A várható eredményről az újrakristályosodási diagram tájékoztat. Általában finomszemcsés állapotra kell törekedni, de például trafólemezeknél a mágneses tulajdonságok annál kedvezőbbek, minél durvábbak a szemcsék. Sok esetben részleges lágyítást kell alkalmazni, tehát az újrakristályosítást csak részlegesen kell megvalósítani — így lehet például a rugókeményre húzott huzalokból félkemény huzalokat előállítani. A lágyítás sikerének ellenőrzésére keménységvizsgálat illetve szakítóvizsgálat alkalmazható, alakítási technológiai próbákkal kiegészítve.
Teljes lágyítás
Edzett vagy részlegesen beedződött darabok esetén célszerű lehet az egyensúlyi állapot visszaállítása, ha további forgácsolás vagy hőkezelés szükséges. Ezt teljes lágyítással lehet megvalósítani. Az acélt gamma-állapotnak megfelelő hőmérsékletre kell hevíteni, majd kemencében lassan lehűteni a gamma–alfa átalakulás befejeződéséig, kb. 600 °C-ig. A lágyulás a hűtési sebességtől függ. Ezt követően levegőn történhet a további hűtés. A teljes lágyítást ötvözött melegalakított termékek forgácsolhatósága érdekében szokták alkalmazni. Sikerének ellenőrzése az előírt Brinell-keménység kontrollálásával történik.
A 700 °C alatti hőmérsékletű lágyítás
A készre forgácsolt, de sikertelenül hőkezelt — pl. nemesített — alkatrészeket újabb hőkezelés előtt lágyítani kell. Teljes lágyítás esetén gamma–alfa átalakulás megy végbe, ami méretváltozást illetve vetemedést okozhat. Ezen kívül a nagy hőmérséklet miatt a felületi revésedés illetve dekarbonizálódás is káros lehet. Ezek elkerülésére a lágyítást az ausztenitesedést még nem okozó, nagy hőmérsékleten végzik, hosszabb hőntartással. A lágyulás a hőntartás alatt következik be, az edzett vagy részlegesen beedződött szövet egyensúlyi irányban történő megváltozásával. Ez az eljárás nyilván drágább, mint a teljes lágyítás.
Forrás: Az acélok hőkezelésének alapjai (Budapesti Műszaki Főiskola, Bánki Donát Gépészmérnöki Főiskolai Kar, oktatási segédlet, 2004)